
YAGレーザー溶接とは
YAG(ヤグ)は結晶の名称で、「Yttrium(イットリウム) Aluminium(アルミニウム) Garnet(ガーネット)」の頭文字を取った略称です。イットリウムとアルミニウムの酸化物がガーネット構造をしている為この名前がついています。人工物で自然界には存在しません。
この結晶のイットリウムの一部をNd(ネオジム)に置き換えた結晶体を媒質として発振器に用いたレーザーを(Nd:)YAGレーザーと呼びます。一般的に板金溶接に用いられるYAGレーザーはNd添加ですので省略してYAGレーザーと呼びます。
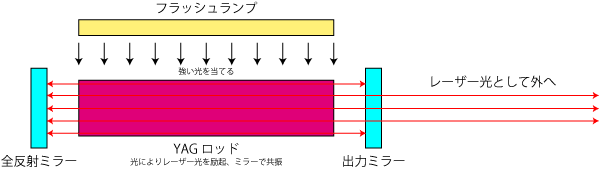
YAGロッドにフラッシュランプ等で強い光を当てると、レーザー光を励起して、前後のミラーで発生した光を共振させた後に、出力ミラーからレーザー光を取り出します。
このレーザー光は波長が1.064μmの赤外線であるため高いエネルギー密度を持ちます。その為、溶接として用いた際にはごく狭い範囲に高い熱量を集中できるために、熱影響の少ない加工が可能になります。極端な例ですと溶接箇所付近を素手で押えていても、指先にはほとんど熱を感じることはありません。
Webで簡単お問い合わせまた、YAGレーザーは光ファイバーを用いて伝送することが出来るため(CO2レーザーは波長が長いので光ファイバーを使えません。ミラーで反射していきます)、柔軟なホース状の伝送経路を取ることが可能です。その為ペンタイプのトーチ形状でも取り回しが容易なため、ペン感覚の作業性が期待できます。
YAGレーザー溶接のメリット
| レーザー | TIG | スポット溶接 | ||
|---|---|---|---|---|
| 溶接速度 | ○ | × | ○ | レーザー:線 スポット溶接:点 |
| 熱による歪み | ○ | × | ○ | スポット溶接=レーザー>TIG |
| 加熱の少なさ | ○ | × | ○ | レーザー:線加熱 スポット溶接:局所加熱 |
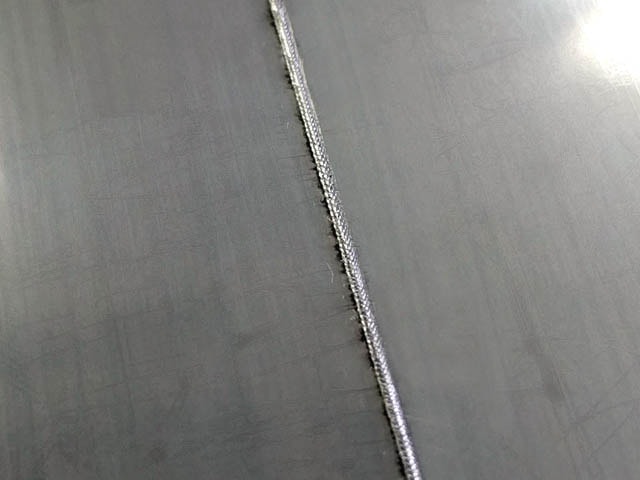
| 溶接ビード外観 | ○ | × | - | レーザー:均一なビードが生成されます |
| 溶接治具の簡易さ | ○ | × | △ | |
| 厚板の溶接(3mm~) | × | ○ | △ | スポット溶接:機器の対応により可 |
レーザー溶接のメリット
- 歪みが少なく、強い溶接が可能
- 高出力密度ビームによる深溶け込み溶接。溶接部分が狭い為に材料の熱変化による歪みが少ない溶接ができます。
- 微細加工が可能
- 高密度で狭い溶接範囲の特徴を活かしたTIG溶接では難しい微細な加工が可能になります。
- 薄板溶接が可能
- 局部加熱の特徴を活かし、TIG溶接では高難易度の薄板溶接が可能になります。
- 溶接ビードが均一
- パルス制御によるレーザー照射によりビードを均一に保てます。その為溶接後の仕上がりを美しく保つことが可能です。
- コスト低減を実現
- 溶接による歪みを抑えることが出来るために、前工程による矯正治具の作成、後工程による歪みの処理等を低減できます。そのために溶接によるトータルコストを低減することが出来ます。


レーザー溶接のデメリット
- 厚板溶接には向かない
- ビード幅が非常に狭いので(溶け込みは深くなります)3mmを超える板材に対して、大きな強度を必要とする場合にはTIG溶接に分があります。
YAGレーザー溶接設備
トーチ先端のチップをワークに接触させながら移動させるので軽くペンで描くような感覚での溶接作業。
レーザーならではの入熱の集中により、TIG溶接に比べ低歪みで焼けの少ない溶接を実現します。
| 機種 | SRY-45P |
|---|---|
| 最大レーザー出力 | 450W |
| パルス制御 | 1~200pps |
| 推奨適用板厚 | SUS ~2.5mm 鉄 ~2.0mm |